





Shandong Time Machinery Technology Co., Ltd.
„Linia produkcyjna do spawania kratownic zbrojeniowych PC (SGHJ-IV)”
Informacje o sprzęcie
Przedstawiciel prawny: Cui Hao
Telefon: 13395378282
Adres: Strefa Rozwoju Gospodarczego, miasto Jining, prowincja Shandong
Strona internetowa: www.sdsgzn.com
Spis treści
I.Wprowadzenie do projektu płyty kompozytowej PC 3
1. Przegląd projektu3
2. Wprowadzenie do procesu produkcyjnego4
3.PC Gotowy produkt z kratownicy zbrojeniowej (kratownica kątowa)5
II.Wydajność sprzętu i parametry techniczne 6
1. Parametry techniczne linii produkcyjnej kratownic zbrojeniowych6
1.1 Przegląd sprzętu6
1.2 Skład wyposażenia linii produkcyjnej kratownic zbrojeniowych6
1.3 Parametry techniczne sprzętu:7
1.4 Funkcje wyposażenia8
1.5 Konfiguracja sprzętu i marki komponentów10
2. Maszyna wody chłodzącej11
2.1 Dane techniczne agregatu chłodniczego chłodzonego powietrzem:11
3. Sprężarka powietrza12
1. Parametry techniczne maszyny śrubowej chłodzonej powietrzem13
I.Wprowadzenie do projektu płyty kompozytowej PC
1. Wprowadzenie do projektu płyty kompozytowej PC
1. Przegląd projektu
Zespolona płyta stropowa to forma konstrukcyjna łącząca beton prefabrykowany i wylewany na miejscu.Sprężona cienka płyta (o grubości 5-8 cm) jest zintegrowana z górną warstwą betonu wylewanego na miejscu, tworząc jednolitą konstrukcję i współpracującą ze sobą.Sprężone zbrojenie główne cienkiej płyty służy jako główne zbrojenie zespolonej płyty stropowej, podczas gdy górna warstwa wylewana na miejscu wymaga jedynie zbrojenia na moment ujemny i zbrojenia konstrukcyjnego.Sprężona cienka płyta służy również jako szalunek dolny dla wylewanej na miejscu warstwy betonu, eliminując potrzebę dodatkowego podparcia szalunku.Dolna powierzchnia cienkiej płyty jest gładka i równa, a po obróbce spoin nie ma konieczności tynkowania stropu.Te kompozytowe płyty podłogowe mają zalety ogólnej integralności, wysokiej sztywności, dobrej odporności na pękanie, braku wzrostu zużycia stali i oszczędności w szalunkach.Dodatkowo brak podpór szalunkowych dla wylewanej na miejscu płyty stropowej pozwala na wcześniejszy montaż dużych prefabrykowanych betonowych ścian działowych, skracając w ten sposób całkowity czas budowy.
Zakres zastosowania i klasyfikacja
Te płyty podłogowe nadają się do budynków o rozpiętości do 8 metrów, w tym hoteli, biurowców, szkół, budynków mieszkalnych, szpitali, magazynów, parkingów i wielopiętrowych zakładów przemysłowych.W zależności od struktury powierzchni kompozytowej, cienkie płyty sprężone można podzielić na trzy typy: ① W przypadku powierzchni kompozytowych, które wytrzymują niskie naprężenia ścinające, nie jest wymagane zbrojenie na ścinanie, ale powierzchnia betonu powinna być szorstka, porysowana lub zawierać otwory do klejenia .② W przypadku powierzchni kompozytowych, które wytrzymują duże naprężenia ścinające, oprócz konieczności posiadania szorstkiej powierzchni, należy dodać wzmocnienie na ścinanie.Średnicę i rozstaw zbrojenia określa się na podstawie obliczeń, a kształty zbrojenia obejmują kształt fali, siatkę śrubową i siatkę zgrzewaną punktowo z wygiętymi trójkątnymi przekrojami.③ W przypadku prefabrykowanych cienkich płyt do górnej powierzchni dodawana jest stalowa kratownica, aby zwiększyć sztywność podczas budowy i zmniejszyć potrzebę stosowania podpór pod cienkimi płytami.
![]()
2. Wprowadzenie do procesu produkcyjnego
![]()
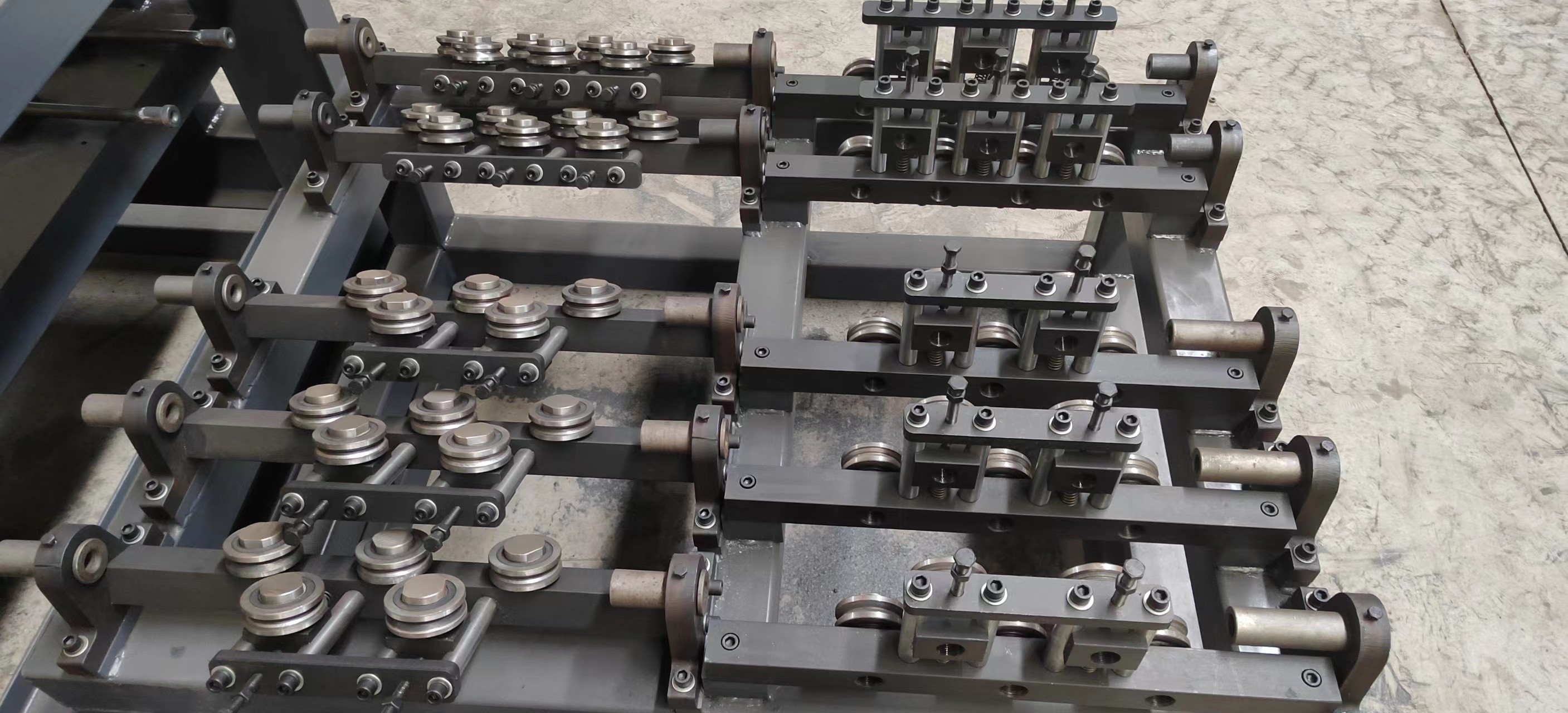
3. Gotowy produkt w postaci kratownicy zbrojeniowej (kąt prosty)
![]()
II.Wydajność sprzętu i parametry techniczne
![]()
1.Parametry techniczne linii produkcyjnej kratownic zbrojeniowych
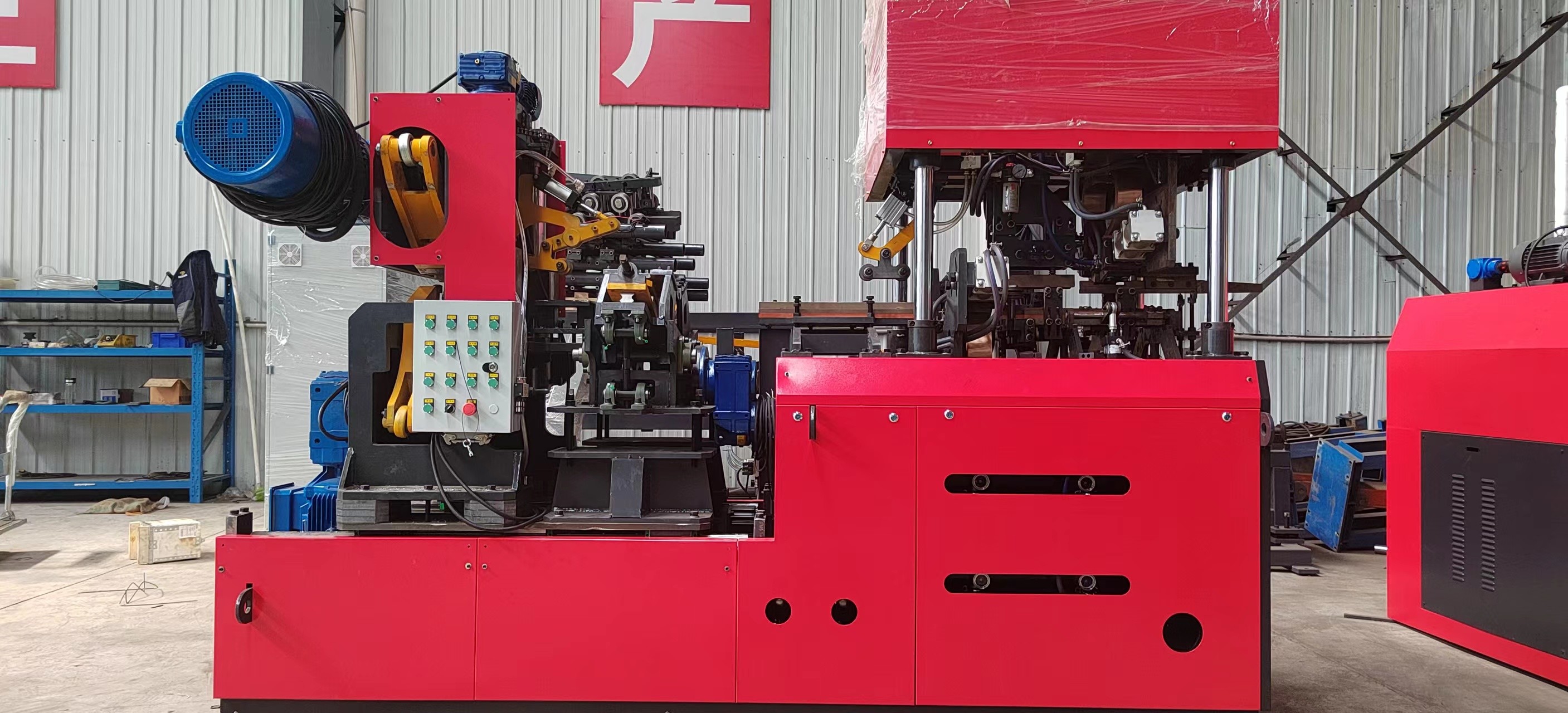
1.1 Przegląd sprzętu
Linia do produkcji kratownic zbrojeniowych jest w pełni zautomatyzowaną linią produkcyjną, która integruje układanie drutu zbrojeniowego, prostowanie, boczne gięcie stali, formowanie spawalnicze, automatyczne cięcie i odbiór gotowego produktu.Może produkować kratownice zbrojeniowe do płyt stropowych, a także prefabrykowane kratownice budowlane z PC, szeroko stosowane między innymi w budownictwie (prefabrykowane płyty stropowe) i budowie kolei dużych prędkości (podkłady dwublokowe).
1.2 Skład wyposażenia linii produkcyjnej kratownic zbrojeniowych:
| NIE. | Elementy wyposażenia | Ilość | Właściwości techniczne |
| 1 | Stojak do układania drutu zbrojeniowego w kręgach | Jeden komplet | Pionowy stojak do układania drutu |
|
2 |
Mechanizm prostujący i podający | Jeden komplet | Stosuje prostowanie wielokołowe z doskonałym efektem prostowania bez uszkadzania żeber zbrojeniowych;Podwójny napęd podawania drutu z trzema silnikami zwalniającymi. |
|
3 |
Mechanizm przechowywania materiału | Jeden komplet | Wyposażony w nowy typ otwartego regału magazynowego, który wykorzystuje magazynowanie amortyzujące, umożliwiając ciągłą produkcję i skutecznie zapobiegając gromadzeniu się prętów zbrojeniowych. |
|
4 |
Mechanizm prostowania terminala | Jeden komplet | Drugi etap prostowania końcówek przeprowadza się na zbrojeniu głównym i elementach ukośnych przed spawaniem i formowaniem, metodą prostowania pięciowalcowego, zapewniając prostotę wyrobów kratownicowych. |
6
1.3 Parametry techniczne sprzętu:
| Ramię wahadłowe | Jednostka | Ilość | Notatka |
| Nośność stojaka do układania drutu | kg | 2000 | Wysokość pasa górnego nie powinna przekraczać 2 metrów, a wysokość pasa bocznego nie powinna przekraczać 1,3 metra. |
| Liczba stojaków do układania drutu | Jednostki | 5 | |
| Moc silnika do formowania stali bocznej | kW | 7,5 | |
| Moc transformatora spawalniczego | kW | 160x2 |
Praca przerywana
|
7
| Moc silnika ścinającego | kW | 11+11 | Praca przerywana |
| Zbieranie i podnoszenie mocy silnika zębatkowego | kW | 2.2 | Praca przerywana |
| Skok zgięcia cięciwy bocznej | mm | 200 | 190-210 automatycznie regulowany skok |
| Wysokość cięciwy | mm | 70-270 | Wysokość 250 i więcej bez dolnego kątownika |
| Szerokość cięciwy | mm | 70-90 | Duża szerokość |
| Średnica pasów górnego i dolnego | mm | 6-12 | |
| Średnica cięciw bocznych | mm | 4-7 | |
| Długość akordu | M | 0,2 ~ 14 |
Automatyczna regulacja nachylenia
|
| Prostość akordu | mm | ±5 | |
| Błąd wysokości cięciwy | mm | ±2 | |
| Błąd długości cięciwy | mm/m | ±5 |
Maksymalny błąd nie przekraczający ±15mm
|
| Wysokość odsłoniętych prętów górnego i dolnego pasa | mm | ≤5 | |
| Szybkość linii produkcyjnej | M | 12-15 | Rzeczywista stabilna prędkość produkcji zależy od specyfikacji cięciwy. |
| Ciśnienie powietrza | MPa | ≥0,7 | Stosowany gaz powinien być czysty, przefiltrowany i osuszony. |
| Zużycie powietrza | m³/min | 3/4,5 | |
| Długość linii produkcyjnej (długość*szerokość*wysokość) | mm | Długość linii produkcyjnej można odpowiednio dostosować do 45000*3000*3500. | |
| Całkowita produkcja | T | ≤18 (bez akcesoriów i zewnętrznych skrzynek sterujących) | |
|
Uwaga: Konfiguracja standardowa obejmuje mechanizm gięcia pod kątem dolnym.Proszę określić, czy konfiguracja dla budownictwa mieszkaniowego nie obejmuje mechanizmu gnącego pod kątem dolnym.
|
|||
1.4 Funkcje wyposażenia
1.Rubara układanie ramy
Istnieje pięć zestawów stojaków prętowych, wykorzystujących metodę obrotowego wypłaty, o maksymalnym obciążeniu 2 ton.
Każde stanowisko wypłaty jest wyposażone w niezależne pneumatyczne urządzenie hamujące.
Każde stanowisko wypłaty posiada niezależny mechanizm wstępnego prostowania, który usuwa zgorzelinę tlenkową z powierzchni prętów stalowych.
2. Mechanizm prostujący i podający
Wykorzystuje prostowanie wielokołowe z dobrym efektem prostowania, bez uszkadzania żeber stalowych prętów.Do zasilania wykorzystywane są trzy silniki zwalniające.
Każdy mechanizm podający może być sterowany niezależnie.
3. Mechanizm przechowywania prętów stalowych
Przyjmuje nowy typ otwartego regału magazynowego do buforowania i przechowywania, który jest wygodny w ciągłej produkcji i skutecznie zapobiega splątaniu prętów stalowych.
4. Mechanizm prostujący końcówki
Wtórne prostowanie końcówek wykonuje się na pręcie głównym i środnikach przed spawaniem i formowaniem.Aby zapewnić prostość gotowej kratownicy, stosuje się prostowanie pięciowalcowe.
Mechanizm ten odgrywa kluczową rolę w regulacji prostoliniowości produktów kratownicowych.
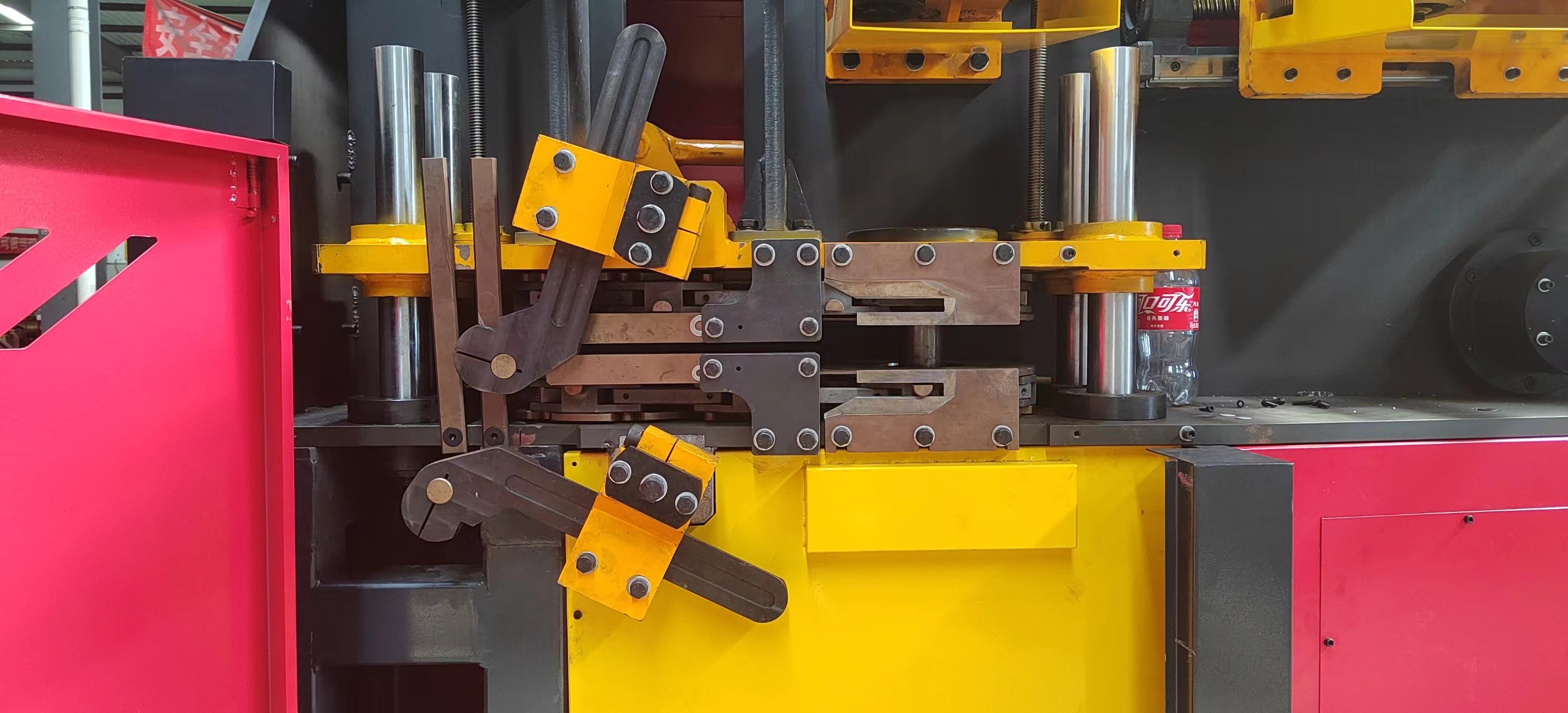
5. Mechanizm dociskania i podawania pręta sieciowego
Gięcie wahadłowe służy do gięcia prętów stalowych, napędzanych serwomotorem, z dobrą synchronizacją i dużą stabilnością.Gięcie prętów stalowych odbywa się w sposób ciągły (mechanizm gnący pracuje ruchem okrężnym, wahadłowym góra-dół, bez opóźnień), z dużą prędkością formowania.Formy do formowania prętów stalowych mają cylindryczne powierzchnie, aby zapobiec zarysowaniu powierzchni prętów stalowych.Mechanizm podający napędzany jest serwomotorem, zapewniającym lepszą synchronizację i dokładność.Dzięki koordynacji mechanizmu zginającego idealne połączenie dwóch serwomotorów może realizować funkcję zmiany nachylenia kratownicy bez zatrzymywania, znacznie poprawiając wydajność produkcji.
6. Część spawalnicza
Dwie zgrzewarki punktowe, jedna na górze i jedna na dole, łącznie z dwoma transformatorami.Cztery dolne rolki dociskowe z dobrą synchronizacją.
Cylindry spawalnicze mają mały skok, dużą siłę, dużą prędkość spawania i wysoką jakość.
Cylindry spawalnicze wykorzystują marki wysokiej jakości i są mocowane pneumatycznie.
Elektrody spawalnicze wykonane są ze stopu miedzi chromowo-cyrkonowej.
Wyposażony w mechanizm pozycjonujący zapewniający kształt i wielkość zgrzewu.
Metoda dwupunktowego zgrzewania punktowego oporowego zmniejsza moc instalacji o 60% w porównaniu do rówieśników, a parametry zgrzewania każdego punktu zgrzewania można ustawić niezależnie.
Czterokierunkową głowicę elektrodową można wykorzystać czterokrotnie, redukując koszty 3-krotnie.
7. Mechanizm tnący
Tryb cięcia „nożycowego” został przyjęty, aby skutecznie rozwiązać problem otwartej spoiny spowodowanej procesem cięcia i uniknąć deformacji i zniekształceń kratownicy podczas cięcia.
Duża prędkość cięcia, nie ma potrzeby przerywania spawania.
Do cięcia o dużej wytrzymałości na głównych i bocznych złączach spawalniczych zbrojenia stosowana jest najnowocześniejsza, wysokowytrzymała i ciągliwa stal formierska z Chin.
8. Automatyczny mechanizm zbierania i układania
Automatyczny mechanizm zbierania umożliwia ciągłą produkcję bez konieczności jej zatrzymywania, co poprawia wydajność.
Może zbierać kratownice o różnych rozmiarach, długie i krótkie.
Automatyczne zbieranie, układanie i wysyłka kratownic są w pełni zautomatyzowane.
Zautomatyzowane urządzenie zbierające i układające zmniejsza liczbę operatorów o 2.
9. Elektryczny układ sterowania
Przyjmuje system sterowania firmy Hechuan o wysokiej stabilności.
10. System operacyjny
Przyciski operacyjne i inne komponenty wykorzystują produkty wysokiej jakości.
Sprzęt jest łatwy w obsłudze i regulacji.
Operacje takie jak prędkość, parametry spawania itp. są wygodne.
1.5 Konfiguracja sprzętu i marki komponentów
| Nazwa | Marka |
Wyjaśnienie Uwagi |
| Ekran operacyjny | Kunlun Tongtai | Jest to inteligentny ekran dotykowy IoT z procesorem ARM jako rdzeniem i częstotliwością główną 800 MHz.W projekcie produktu zastosowano 10-calowy wyświetlacz TFT LCD, rozdzielczość 1024 * 600, czteroprzewodowy rezystancyjny ekran dotykowy, a także preinstalowane oprogramowanie konfiguracyjne McsgPro. |
| PLC | Hechuan | Wysoka wydajność, zwarta konstrukcja, zaawansowane funkcje i wysoka stabilność. |
| Siłownik | Hechuan | Wysoka wydajność, wysoka niezawodność i wysoka jakość. |
| Sterowanie niskim napięciem | CHNT | Chińska znana marka, stabilna jakość, wysoka niezawodność. |
| Przełączanie zasilania | Tajwan Mingwei | Znana tajwańska marka z ponad 30-letnim doświadczeniem w badaniach i produkcji. |
| Transformator spawalniczy | Chengtai | Korzystanie z japońskiej technologii spawania. |
| Komponenty powietrza | Yadeke |
Znana marka na Tajwanie, dobra jakość, wysoka niezawodność, duża nośność.
|
| Zawór elektromagnetyczny | Yadeke | |
| Cylinder spawalniczy | Niestandardowy cylinder Shuangbeili | Duża prędkość, wystarczająca moc i wysoka stabilność. |
| Kontroler spawania | Szanghaj Guolong | Stabilna wydajność produktu i niezawodna jakość. |
| Reduktor | Zhejiang Tianhong | Stabilna i niezawodna wydajność. |
| Prowadnica liniowa | Tajwan Shangyin | Wysoka nośność, wysoka precyzja, duża prędkość i wysoka dokładność. |
| Łożysko | Nsk | Importowana jakość, stabilna jakość i wysoka niezawodność. |
| Przewód elektryczny, kabel | Guangdong Yingke | Doskonały materiał, mocna izolacja, niski mimośród. |
·
10
![]()
Maszyna wody chłodzącejdługość * szerokość * wysokość = 1310 * 630 * 1230 mm.
Specyfikacje techniczne agregatu chłodniczego chłodzonego powietrzem są następujące:
|
Model
Rzeczy |
RX-05A |
Konfiguracja
|
|
| Zasilacz | 380 V/3 fazy/50 Hz | ||
| Wydajność chłodnicza | Kcal/godz | 12900 | |
| kW | 15 | ||
| Całkowita moc wejściowa | kW | 4,48 | |
| Płyn chłodzący | Nazwa | R22 | Importowany płyn chłodzący wysokiej jakości. |
| Metoda kontroli | Rurka kapilarna | ||
3.Powietrze Kompresor
![]()
Parametry techniczne maszyny śrubowej BK22-8ZG chłodzonej powietrzem
| Grupa Śruba | Wirnik spiralny 5:6 |
| Tryb kompresji | Ciągły, jednostopniowy |
| Ciśnienie wylotowe sprężonego powietrza | P₂=0,8 MPa |
| Tryb chłodzenia | Chłodzony powietrzem |
| Temperatura na wylocie sprężonego powietrza | Około 10 ℃ ~ 15 ℃ wyższa niż temperatura otoczenia |
| Ilość oleju smarowego | Około 8,6 litra |
| Prędkość silnika | N=2930 obr./min |
| Moc znamionowa | 22kW |
| Przemieszczenie | V=3,45m3/min |
| Waga robocza | Około 390kg |
| Maksymalna temperatura powietrza | 45 ℃ |
| Minimalna temperatura powietrza | 0℃ |
| Zużycie oleju | Zawartość oleju na wylocie poniżej 3PPM |
| Hałas | 74dB(A) |
| Wymiary zewnętrzne długość × szerokość × wysokość (mm) | 1200×800×1120 |












